塑料托盘1250吨液压机模压加工过程
文章出处:www.sdondjx.com
人气:160发表时间:2022-07-14 15:30
塑料托盘模压机是回收废塑料的理想机器,设备又称为塑料托盘液压机、塑料托盘模压液压机、模压塑料托盘成型液压机,是一种新型的一次性塑料托盘成型设备,主要用于生产压塑塑料托盘,也是一种非常好的塑料回收设备。塑料托盘的生产制造多采用废旧塑料、PP,PE,PVC等材质,通过塑料托盘模具,在液压机的作用下,一次模压成型。模压塑料托盘液压机常用有630吨、800吨、1000吨、1250吨等,是一款三梁四柱式多功能型液压机,采用插装阀集成系统,电器采用数控PLC可编程控制,具有效率高,速度快等优点。

1250吨四柱液压机
模压塑料托盘1250吨液压机的特点:
1、模压塑料托盘1250吨液压机采用采用三梁四柱结构。上梁和工作台通过立柱、紧固螺母和调节螺母组合成固定框架,通过调节螺母调节框架的精度。上梁、工作台、滑块等大件采用优质钢板焊接,焊后高频振动消除焊接应力。
2、模压塑料托盘液压机有两种结构模式:四柱结构简单更耐用;框架式结构刚性好、精度高、抗偏载能力强。
3、液压系统采用电子逻辑数字控制器,可实现对整个生产过程的闭环控制。
4、模压塑料托盘1250吨液压机采用PLC控制的电气系统,结构紧凑、工作灵敏、可靠、柔性好。
5、工艺循环:通过操作面板选择,不仅实现定程,定压两种成形工艺,而且可实现有垫、无垫、顶出三种工艺工作循环。
6、操作方式:模压塑料托盘1250吨液压机采用集中按钮控制,可实现寸动、单次、半自动三种操作方式;压力机的工作压力、压制和拉伸速度、行程范围均可调,并能根据拉伸件、压制件的不同工艺要求,实现内、外滑块和顶出缸的动作顺序,以及定压延时和定程的工作方式。
7、设有集中控制面板,带有行程、压力、时间的触摸屏系统,面板上设有各种操作按钮和开关。操作控制台上的按钮除了完成所有的按压动作外,还应有“双手按压”、“返回”、“停止”、“紧急停止”等按钮。

模压塑料托盘
塑料托盘模压过程是将压塑料置于金属模具的型腔内,然后闭模在加热、加压的情况下,使塑料熔融、流动,充满型腔,经适当的放气,经保压后,塑料就充分交联固化为塑料托盘。1250吨四柱液压机压制塑料托盘动作一般为:滑块快下、减速下行、慢速压制成型(有时需排气)、保压、泄压、滑块微回、快回至上限、顶出缸快顶、顶出缸退回、自动取料并加料,加工过程流畅效率高。
1250吨塑料托盘液压机模压成型工艺流程:
1、计量
重量法:按质量加料。准确但麻烦。
容量法:按体积加料。方便但不及重量法准确。
记数法:按预压坯料计数。操作快,但预先有个预压计量操作。
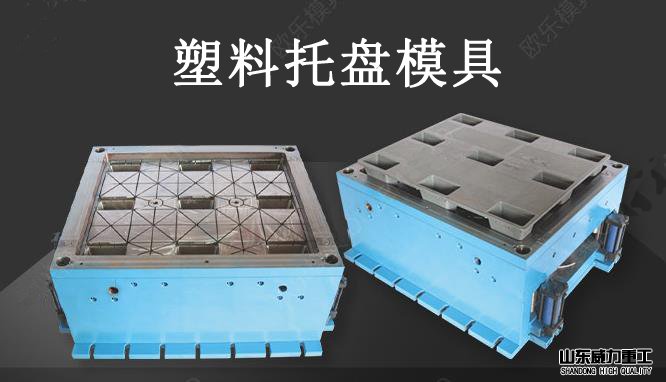
塑料托盘模具
2、预压
预压的优点:加料快,准确,简单,便于运转。降低压缩率,可减小模具的装料量。使物料中空气含量少,利于传热。改进预热规程。(预压后可提高预热温度)
缺点:增加一道工序,成本高。
预压压力:一般控制在使预压物的密度达到制品最大密度的80% 为宜。
预压压力的范围:40~200MPa
3、预热
热固性塑料在模压前的加热有预热和干燥双重意义。
预热的优点:加快固化速度,缩短成型时间。提高流动性,增进固化的均匀性。减小制品的内应力,提高制品质量。降低模压压力。预热:15~20MPa,未预热:25~35MPa
4、嵌件安放
嵌件通常是制品的导电部分,或使制品与其他物体结合用的,安放要求:正确,平稳。
5.加料
加料量多,则制品毛边厚,难以脱模;少则制品不紧密,光泽差;所以加料量要准确。加料工序强调的是加料准确和合理堆放。 一般应堆成“ 中间高,四周低” 的形式。原因:有利于排气;闭模中对模与物料接触时少冲料。

1250吨塑料托盘模压液压机
6.闭模
加料完后,即使阳模、阴模闭合。应先快后慢——阳模未接触物料之前,应尽可能使闭模速度快,而当阳模快要接触到物料时,闭模速度要放慢。
先快的优点:有利于缩短非生产时间;避免塑料在未施压前即固化;避免塑料降解。
后慢的优点:防止模具损伤和嵌件移位;有利于充分排除模内空气。
7.排气
排气的原因:热固性塑料在加工中因缩聚等化学反应会释放出小分子物质,在成型温度下体积膨胀,形成气泡。
排气的作用:赶走气泡、水份、挥发物,缩短固化周期,避免制品内部出现气泡或分层现象。
排气的方式:1250吨塑料托盘模压液压机卸压,松模,时间很短(零点几秒~几秒),如此连续几次(2~5次)。
排气的次数、间隔时间等,决定于所模压物料的性质。
8.固化
在一定的P、T 下,经过一定的t,使缩聚反应达到要求的交联程度。从理论上说,经过固化后,原来可溶可熔的线型树脂变成了不溶不熔的体型结构的材料。
在实际操作中,全部固化过程不一定完全在固化阶段完成,而在脱模以后的“后烘”工序完成。以提高1250吨塑料托盘模压液压机利用率。例:酚醛塑料的后烘温度:90~150℃,时间:几小时~几十小时
模压塑料托盘优势
9.脱模
热固性塑料可趁热脱模,通常靠顶出杆来完成。热脱模须注意两个问题:防止冷却翘曲和防止产生内应力。
10.后处理
热处理——消除内应力;进一步固化,直至固化完全。处理温度比成型温度高10~50℃。整修——修边。

框架式塑料托盘液压机

同类文章排行
- 1200吨矿用截齿液压机热锻挤压一次成型
- 蛭石板液压机的选购4大技巧
- 160吨单柱液压机温度异常升高分析?
- 塑料建筑模板成型1200吨液压机控制面板的功能特
- 100吨单臂校直液压机液压系统的设计
- 塑料托盘1250吨液压机模压加工过程
- 坩埚液压机-2500吨石墨坩埚成型液压机
- 2000吨碳素坩埚液压机-2000吨石墨坩埚液压机采购
- 250吨压装轴承单柱液压机厂家价格是多少?
- C型单臂式液压机的型号与价格影响因素?
最新资讯文章
- 1200吨矿用截齿液压机热锻挤压一次成型
- 蛭石板液压机的选购4大技巧
- 160吨单柱液压机温度异常升高分析?
- 轴承轴套铜套压装250吨单臂液压机购买注意事项
- 塑料建筑模板成型1200吨液压机控制面板的功能特
- 160吨单柱校正液压机的特点与参数介绍
- 100吨卧式单柱液压机如何挑选?
- 100吨单臂校直液压机液压系统的设计
- 400吨卧式单臂液压机的相关介绍
- 800吨石墨匣钵成型液压机压制工艺与保养